工作时间:
联系人:张经理
联系电话:18118113133

发布日期:2019/11/23 9:36:30 访问次数:958
注塑板材对材料的选择要求很高,与挤出成型不同,注塑板材对尺寸的精密度要求也非常严格,材料本身收缩率不仅要小,而且横、纵收缩率差异也要小,以此来确保板材的平整性,便于装配。因此,大部分的注塑板材选择结晶度很低的材料,主要以硬质聚氯乙烯(PVC)为主[1]。PVC是一种价廉而且易得的原材料[2]。近来有客户反应,选用PVC作为马路斜坡垫板材料时,发现板材制品表面易刮花,耐磨性不足,而且承载强度低,大型车辆通过时易出现裂痕,将材料换成聚碳酸酯/聚对苯二甲酸丁二酯(PC/PBT)合金后也不能满足其性能要求,因此委托开发一种玻纤增强级低翘曲、高韧性的注塑板材专用料。
玻璃纤维(GF)增强尼龙(PA)具有极高的强度、优异的耐磨性和良好的尺寸稳定性,被广泛应用于汽车、电动工具、机械等领域[3]。但是市售的普通GF增强PA虽然力学性能、耐磨性符合斜坡垫板要求,但是在注塑过程中,GF会沿着流体流动方向定向排列,诱导PA沿着GF周围结晶,限制了流动方向上的树脂收缩,使得横向(流动方向)收缩率小于纵向(垂直于流动方向)收缩率,制品翘曲十分严重[4]。针对这种情况,常用的改善手段主要是优化模具结构设计和选择抗翘曲填料。从模具结构上主要是通过优化冷却水路设计平衡冷却,合理化浇口设计确保压力分布均匀和制品初始结构预设反变形补偿设计[5]。从填料选择上考虑,通常选择扁平GF[6–7]、云母粉[8]、硅灰石[9]、滑石粉[10]、玻璃微珠[11]等矿物填料,减少体系的各向异性,改善翘曲。
目前,着重围绕GF增强PA6板材的翘曲改善鲜有报道,余姚中国塑料城塑料研究院有限公司等对此进行了研究并提出了一种综合改性思路。选择PA6作为树脂基体,以马来酸酐接枝乙烯–辛烯共聚物(POE-g-MAH)作为增韧剂,通过侧喂料添加短切GF,采用熔融共混方法制备短切GF增强增韧PA6材料,探讨了GF种类对改性PA6材料力学性能、硬度及翘曲变形等性能的影响,为了进一步改善翘曲,研究了结晶抑制剂氯化钙及对称性高的矿物填料的影响,制备了综合性能优异的高强度、低翘曲PA6板材专用料,性能指标满足客户要求。
主要原材料
PA6:YH800,岳阳巴陵石化化工化纤有限公司;
POE-g-MAH:N413,宁波能之光新材料有限公司;
常规短切GF:ECS–301CL,直径10 μm,重庆国际复合材料有限公司;
扁平GF:ECS–301HP–3–M4,横截面长28 μm,宽7 μm,扁平比为4∶1,重庆国际复合材料有限公司;
无水氯化钙:化学纯,天津市致远化学品有限公司;
高厚径比云母粉:GM–5,粒径48 μm,使用前用1.5%的偶联剂KH560活化处理,滁州格锐矿业有限公司;
实心玻璃微珠:Microperl 050–20–215,使用前用1.5%的偶联剂KH560活化处理,法国Sovitic公司;
乙撑双硬脂酸酰胺(EBS):EB-FF,日本花王公司;
抗氧剂:B215,巴斯夫高桥特性化学品(上海)有限公司。
样品制备
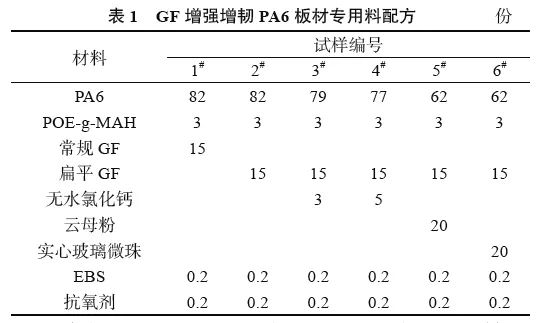
将PA6于100℃下鼓风干燥4 h,再与称量好的增韧剂、抗氧剂、润滑剂以及其它助剂按照表1的比例在高混机中混合均匀,经双螺杆挤出机共混造粒得到改性PA6颗粒。其中,双螺杆挤出机一到九区的温度分别是210,245,245,240,240,230,230,240,240℃,机头温度为250℃,GF由侧喂料口按比例加入,双螺杆挤出机转速为250~300 r/min。
将制得的GF增强增韧PA6颗粒在120℃鼓风干燥箱中干燥4 h,经注塑机制成标准样条,注塑温度为240~250℃。
制备材料的性能
(1)常规GF和扁平GF均能显著增强PA6的力学性能,其中扁平GF增强材料的横、纵向收率分别为0.18%和0.43%,相比常规GF增强材料,分别降低33.3%和37.7%。
(2)添加氯化钙能抑制PA6结晶,显著降低收缩率,但是材料流动性和力学性能恶化,出现注塑工艺缺陷,故在GF增强PA6中,不适宜加入氯化钙。
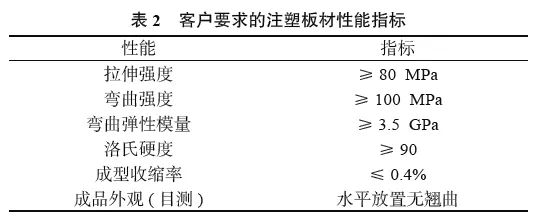
(3)扁平GF复配高厚径比云母粉和实心玻璃微珠均能制备高强度低翘曲的改性PA6,综合比较,15份扁平GF复配20份云母粉的材料的综合性能最优异,拉伸强度、弯曲强度、弯曲弹性模量和简支梁缺口冲击强度分别为105 MPa,165 MPa,7.5 GPa和11 kJ/m2,横、纵向收率分别为0.07%和0.12%,翘曲度ΔR为1.71,制备的材料满足客户要求的性能指标(见表2)。
下一信息:PLA/PBAT共混体系的制备与性能
